


استفاده از DSC برای تشخیص پخت
همواره یکی از سوالات پرمخاطب برای تولیدکنندگان پیویسی، مفهوم پخت و راههای تشخیص آن است. در این مقاله کوتاه که بخشی از سمینار برگزار شده توسط موسسه آموزشی انیستیتو پلیمر کیمیاران است به تشریح راههای تشخیص پخت پرداخته شده است.
شناخته شدهترین روش آزمون برای تشخیص پخت استفاده از دیکلرومتان است که جزیی از استانداردهای اجباری در صنعت لوله پیویسی (ISIRI10609) است. در این روش آزمون نمونه که با زاویه مشخصی پخ زده شده، هر سه قسمت داخل، بیرون و میان لوله در معرض دی کلرومتان قرار گرفته و میزان واکنش لوله و دی کلرومتان مبنای میزان پخت محصول قرار میگیرد. هرچه میزان آسیب اعم از خوردگی و سفیدشدگی بیشتر باشد بیانگر پخت کمتر است. هرچند این روش در بسیاری اوقات راهگشاست اما کافی نیست. از جمله دلایلی که این روش کافی نیست عبارتست از:
1- این روش صرفا برای لوله استاندارد شده و کارایی دارد.
2- آزمون صرفا به صورت کیفی است و امکان بررسی کمی وجود ندارد.
3- دی کلرو متان صرفا میتواند کاهش پخت را مشخص کند و در صورتی که پخت بیش از حد داشته باشیم این آزمون نتیجه را نشان نمیدهد.
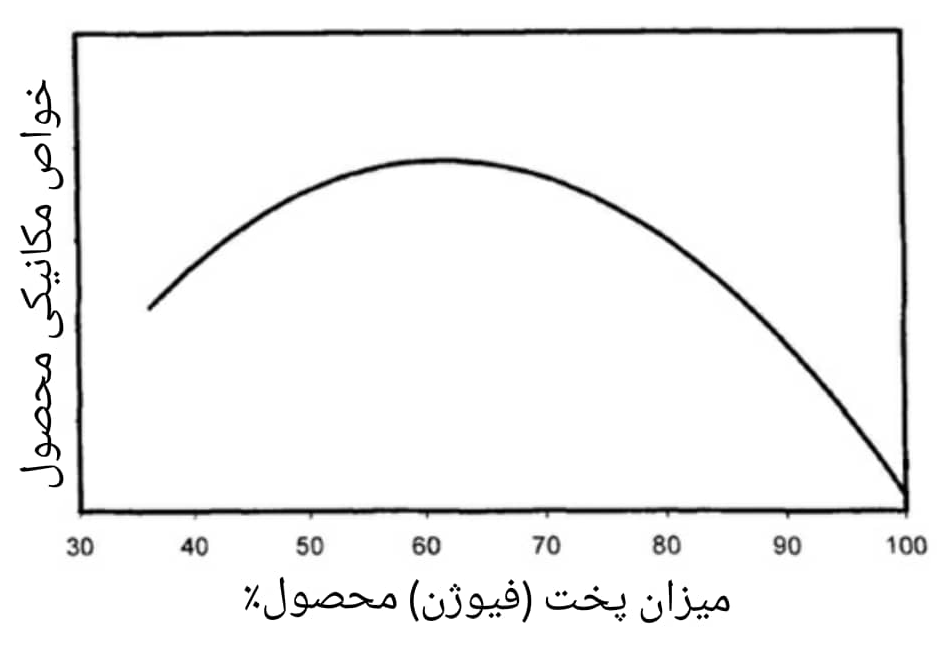
به خاطر داشته باشید که مناسب بودن پخت محصول هدف نهایی تولیدکننده نیست، بلکه هدف تایید شدن خواص مکانیکی محصول است. در صورت تایید بودن میزان پخت، صرفاً احتمال تایید شدن خواص مکانیکی محصول نیز بیشتر میشود. از طرف دیگر بهترین نتایج خواص مکانیکی در محدودهی مشخصی از میزان پخت اتفاق میافتد که در نمودار زیر آورده شده است.
با استفاده از تجهیز DSC (Differential scanning calorimetry) میتوان میزان پخت یک محصول را به صورت کمی اندازهگیری کرد و از آن برای شناسایی راهکارهای بهبود کیفیت محصول و افزایش بهرهوری تولید استفاده کرد.
در این آزمون که بدون محدودیت میتوان برای انواع محصولات پیویسی استفاده کرد، تغییرات dsc محصول در دماهای مختلف اندازهگیری شده و در نهایت نمودار به دست آمده تحلیل میشود. این نمودار به شکل زیر است که البته با توجه به میزان پخت سطح زیر هر یک از منحنیها میتواند تغییر کند.
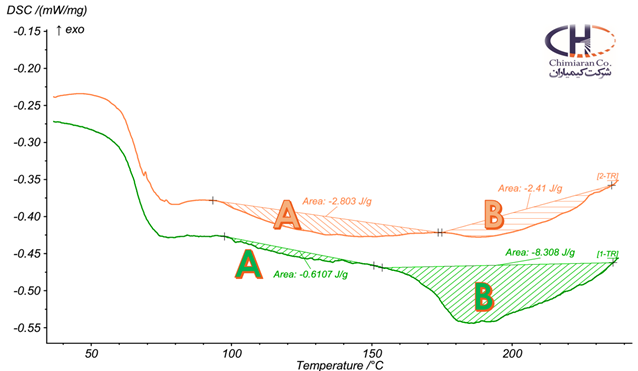
پس از تعیین سطحهای زیر منحنی A (پیک در دمای پایینتر)و B (پیک در دمای بالاتر)که به ترتیب معرف میزان ذوب کریستالهای ثانویه و ذوب کریستالهای اولیه هستند، مقدار کمی درصد پخت یا ژلینگی از فرمول زیر محاسبه میشود:
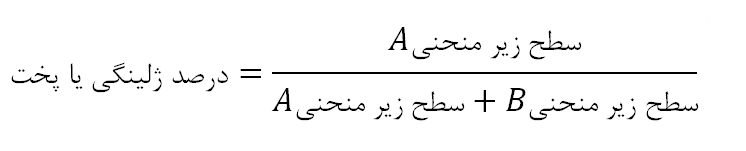
به طور مثال در نمودار فوق که روی دو نمونه لوله با فرمولاسیون ثابت ولی با چیدمان دمایی متفاوت در اکسترودر انجام شده درصد پخت به صورت زیر محاسبه میشود:

با توجه به نمودار اولیه مشخص است که خواص مکانیکی از جمله آزمون ضربه و فشار در نمونه با ۷٪ پخت بسیار ضعیف است. لذا میتوان نتیجه گیری کرد که چیدمان دمایی در نظر گرفته شده برای نمودار نارنجی مناسبتر بوده و با اصلاح شرایط فرایندی میتوان به نتیجه مطلوب رسید.
تست فوق و تحلیل نتایج آن در آزمایشگاه کیمیاران انجام شده است. برای اطلاع از دورههای آموزشی کیمیاران و یا استفاده از خدمات آزمایشگاهی لطفا با واحد آموزش تماس حاصل فرمایید.
کپی برداری با ذکر منبع بلامانع است.
![]()